MULTIPHASE FLOW LOOP
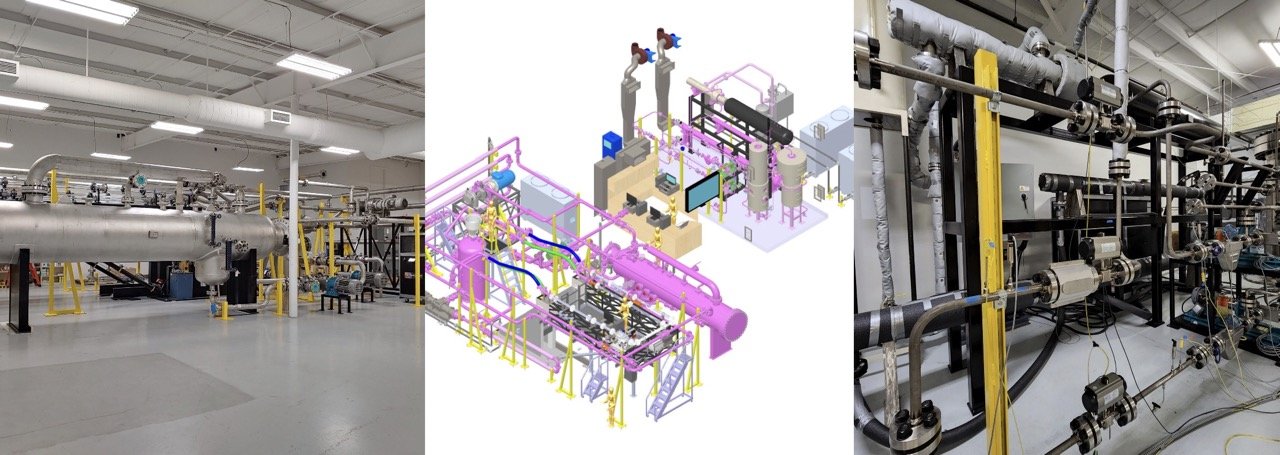
Cortest recently was granted permission to begin the design and construction of an inclinable, multiphase flow loop. This multiphase flow loop was designed to the clients requirements and specifications and was to be able to provide flow of water, oil, gas, and other substances through a 4 inch and/or a 1 inch loop, to allow the operators to observe, analyze, and study the flow properties under certain conditions.
Cortest recently was granted permission to begin the design and construction of an inclinable, multiphase flow loop. This multiphase flow loop was designed to the clients requirements and specifications and was to be able to provide flow of water, oil, gas, and other substances through a 4 inch and/or a 1 inch loop, to allow the operators to observe, analyze, and study the flow properties under certain conditions. These conditions include but are not limited to, high temperature, high pressure, high/low flow rate, mixed phase, mixed liquid/gas, and more. Analysis capabilities include Laser Doppler, Particle Image Velocimetry, Particle Shadow Sizing, Tomography, Sheer Stress measurements, and others. Thanks to Cortest’s command hub, the operator can control and monitor all aspects of the loops activity and instrumentation from one room. This project is a true testament to the scope of projects and capabilities here at Cortest.

NEW LABORATORY SUPPLY
Recently, a prominent petroleum research institute in the United Arab Emirates (U.A.E.) sought an extensive supply of customized laboratory equipment to equip their newly constructed, state-of-the-art electrochemistry and corrosion laboratories. The equipment would be used for many different applications but largely to evaluate corrosion inhibitors through bubble tests, foaming tests, interface performance tests, contact time tests, condensing corrosion tests, emulsion tests, and jet impingement tests.
Recently, a prominent petroleum research institute in the United Arab Emirates (U.A.E.) sought an extensive supply of customized laboratory equipment to equip their newly constructed, state-of-the-art electrochemistry and corrosion laboratories. The equipment would be used for many different applications but largely to evaluate corrosion inhibitors through bubble tests, foaming tests, interface performance tests, contact time tests, condensing corrosion tests, emulsion tests, and jet impingement tests. The scope of supply ranged from simple graduated cylinders to highly customized, high pressure, and high temperature test systems. Cortest, Inc. was awarded the contract for this supply. Following the contract award, the Cortest team conducted a site visit at which time a project kick-off meeting took place followed by a thorough site tour to better understand the institute’s vision for where all of the different equipment would be installed. Following the site visit, Cortest embarked on a rigorous design phase in which equipment design ideas were passed back and forth with the customer until a final design for each test system was reached.




Equipment production soon commenced. Engineered equipment included customized glass test cells, test solution delivery systems, gas distribution panels, a low pressure/low temperature jet impingement test system, and a high pressure/high temperature jet impingement test system. Additional equipment supplied included: 3-D microscope, graduated cylinders, balances, scales, potentiostats, pH probes and transmitters, DO probes and transmitters, strobe lights, heat guns, desiccators cabinets, laboratory ovens, specimen polishing machines, and vacuum pumps. A representative from the research institute visited the Cortest factory to conduct an inspection and factory acceptance test for all of the equipment included in the supply.
Cortest then conducted the installation and commissioning of all the supplied equipment at the customer’s site. This project was a huge success and another example of Cortest’s ability to adapt its proven designs to the specific needs of the customer.
20-LITER C-276 AUTOCLAVE SYSTEM WITH SIGHT GLASS WINDOWS
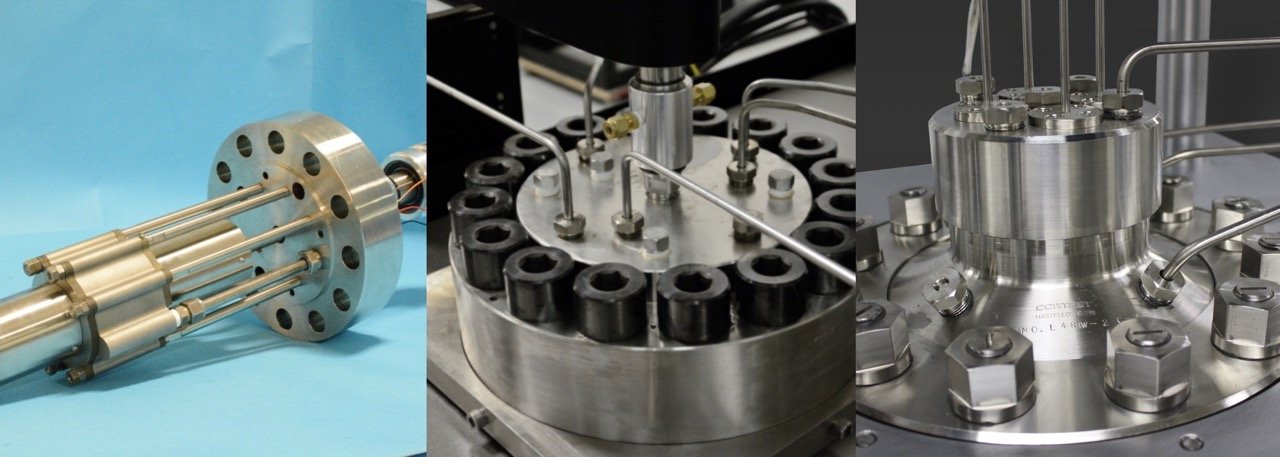
Recently, a major oil company in the Pacific Rim region sought to purchase a customized autoclave lid assembly that would allow them to study the effects high-velocity liquid flow on the corrosion rate of pipeline materials when exposed to high pressure and high temperature within an autoclave. The customer’s goal was to be able to simulate a flowing pipeline without the need to build a large, costly, flow loop.
Recently, a major oil company in the Pacific Rim region sought to purchase a customized autoclave lid assembly that would allow them to study the effects high-velocity liquid flow on the corrosion rate of pipeline materials when exposed to high pressure and high temperature within an autoclave. The customer’s goal was to be able to simulate a flowing pipeline without the need to build a large, costly, flow loop. Cortest was awarded a contract to develop what would be called the “Flow-Tube Lid Assembly.” The assembly would need to work at temperatures up to 204°C and at pressures up to 3,000 PSI. The main objective however was to see the maximum single phase flow rate that could be achieved through a series of cylindrical electrodes that simulated the pipeline. After final testing proved the flow-tube lid assembly provided a measurable liquid flow rate of up to 1.4 m/sec.




Not long after, the same customer wanted to purchase two new Hastelloy C-276 test systems that included the previously developed flow-tube lid assembly. The requirements for the new systems were a bit more demanding. The customer required that the new test systems be able to be used as standard HPHT stirred autoclaves that could operate at temperatures up to 300°C and at pressures up to 5,000 PSI, the standard stirred lid assembly be interchanged with a flow-tube lid assembly, the autoclave I.D. be 9”(228.6 mm), the autoclave volume be 20 liters, the autoclave be DOSH certified, all electrical components be explosion resistant, and finally, they wanted to be able to view the environment during tests.
The autoclave bodies and lids were machined from 13” diameter custom forgings. Each autoclave body had a 9” (228.6 mm) I.D. and a 13” (330.2 mm) O.D. with a 19.25” (489 mm) inner cavity. Each autoclave lid was 4.25” (108 mm) thick. At the time, these were the largest non-welded, Hastelloy pressure vessels that Cortest had produced. Due to size of the I.D., it wasn’t practical to use the standard Cortest seal ring design for this project so alternative seal designs were tested and ultimately a C-style seal design was selected and integrated into the autoclave design. As the customer required being able to see the environment within the autoclave during testing, sight glass windows would need to be installed on the body of the autoclave, each window having a viewing aperture of 2” (50.8 mm). The sight glass windows would be exposed to the full system temperature and pressure (300°C/5,000 PSI). This proved to be the single most challenging requirement of the project. Sight glass window manufacturers were reluctant to guarantee an assembly at the required temperature/pressure. After a long search, our engineering team found a company that was willing to work on the sight glass window assemblies. After receiving the sight glass window assemblies, they were installed and hydrostatically tested to two times the maximum system operating pressure. The assemblies passed the hydro-test. Next we needed to conduct a full function system test which would include operating the systems to maximum temperature and pressure simultaneously. The system test commenced and was proceeding well until one of the sight glass windows cracked. We repeated the test on the second system and the results were the same, another window cracked at high temperature and high pressure. After some investigation and some brainstorming amongst our engineers it was determined that the difference in thermal expansion rates of the sapphire glass window and the metal sight glass window housing was too great, this introduced stresses that the sight glass window could not withstand and thus the window cracked. To solve this problem, a cooling system was implemented to cool the sight glass window housings to prevent them from expanding so much when the vessel was heated. After several tests this solution was confirmed.
With this major hurdle out of the way, further system performance testing was able to be conducted, this meant testing of the 2nd generation flow tube lid assembly. Having learned that performance of the assembly was very dependent upon the volume of liquid in its total system, we expected an increase in performance over the first flow tube lid assembly the customer had received from us a year earlier. The results confirmed this; a measurable liquid flow rate of up to 2.35 m/sec. was achieved.
Additional system design features that were unique to this project included a custom designed frame with overhead crane system for easy lifting and moving of the autoclave lids, explosion resistant heating system, pressure transducer, and stirrer motor, and finally the third party design approval required to meet the DOSH, Malaysia standards necessary to allow for the installation and operation of the system within Malaysia.
This equipment was installed and accepted by our customer and approved by DOSH soon after. Cortest is proud to have been a part of this successful project.

NACE TM0177 & TM0284 LABORATORY
Recently, a large steel mill in South America sought to develop a new state-of-the-art laboratory to conduct testing under NACE TM0177 and NACE TM0284. An existing building would be renovated to house the new laboratory. The scope of supply would include Proof Rings, HIC tanks, fume hoods, duct work, exhaust gas neutralization tanks, H2S scrubbers, gas bottle storage cabinets, gas sensors, and a complete laboratory monitoring system. After conducting a site visit and holding technical discussions, Cortest, Inc. was awarded the contract for this supply.
Recently, a large steel mill in South America sought to develop a new state-of-the-art laboratory to conduct testing under NACE TM0177 and NACE TM0284. An existing building would be renovated to house the new laboratory. The scope of supply would include Proof Rings, HIC tanks, fume hoods, duct work, exhaust gas neutralization tanks, H2S scrubbers, gas bottle storage cabinets, gas sensors, and a complete laboratory monitoring system. After conducting a site visit and holding technical discussions, Cortest, Inc. was awarded the contract for this supply. Upon being awarded the supply contract, Cortest embarked on a rigorous design phase in which all equipment was designed and laid out to fit within the renovated building that the customer had planned to use for the new laboratory. Equipment positioning, gas sensor locations, duct work routing and sizing, gas line routing, and exterior foundation requirements were all carefully planned out and presented to the customer so that they could begin preparing the site for installation.




Immediately following the design phase, production of equipment commenced. As equipment production was completed a mock-up of the customer’s site was made at the Cortest factory to insure proper fitment of all interconnecting pieces. Having the ability to mock-up the installation allows Cortest to resolve any unforeseen issues prior to the equipment arriving on-site where resolving such issues may not be done very easily.
Once the assembly of all equipment was determined to be satisfactory all equipment was prepared for international ocean shipment.



